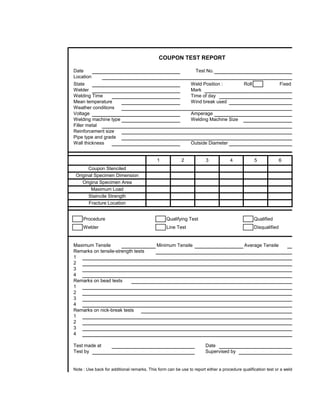
1. COUPON TEST REPORT
Date Test No.
Location
State Weld Position : Roll Fixed
Welder Mark
Welding Time Time of day
Mean temperature Wind break used
Weather conditions
Voltage Amperage
Welding machine type Welding Machine Size
Filler metal
Reinforcement size
Pipe type and grade
Wall thickness Outside Diameter
1 2 3 4 5 6
Coupon Stenciled
Original Specimen Dimension
Origina Specimen Area
Maximum Load
Staincile Strength
Fracture Location
Procedure Qualifying Test Qualified
Welder Line Test Disqualified
Maximum Tensile Minimum Tensile Average Tensile
Remarks on tensile-strength tests
1
2
3
4
Remarks on bead tests
1
2
3
4
Remarks on nick-break tests
1
2
3
4
Test made at Date
Test by Supervised by
Note : Use back for additional remarks. This form can be use to report either a procedure qualification test or a welder
qualification test.
2. Note : Use back for additional remarks. This form can be use to report either a procedure qualification test or a welder
qualification test.
3. COUPON TEST REPORT
Fixed
7
marks. This form can be use to report either a procedure qualification test or a welder
4. marks. This form can be use to report either a procedure qualification test or a welder
5. Reference : API Standard 1104, 5.2
PROCEDURE SPECIFICATION NO.
For Welding of Pipe and fittings
Process
Material
Diameter and wall thickness
Joint design
Filler metal and no. of beads
Electrical or flame characteristics
Position
Direction of welding
No. of welders
Time lapse between passes
Type and removal of lineup clamp
Cleaning and/or grinding
Preheat/stress relief
Shielding and gas flow rate
Shielding Flux
Speed of travel
Plasma gas composition Plasma gas flow rate
Plasma gas orifice size
Scatches and tabulations attached
Tested Welder
Approved Welding Supervisor
Adopted Chief Engineer
Drawing:
ELECTRODE SIZE AND NUMBER OF BEAD
Electrode Size and Amperage and
Bead Number Voltage Speed
Type polarity
9. QW-482 SUGGESTED FORMAT FOR WELDING PROCEDURE SPECIFICATIONS (WPS)
(See QW-200.1, Section IX, ASME Bouler and Pressure Vessel Code)
Company Name By :
Welding Procedure Specification No. 1 Date 18 MEI 2006 Supporting PQR No.(s)
Welding Process(es) SMAW Type(s) MANUAL
(Automatic, Manual, Machine, or Semi Automatic.)
JOINTS (QW-402) Details
Joint Design V GROOVE
Backing (Yes) (No) YES
60
Backing Material (Type) N/A
(Refer to both backing and retainers.)
Metal Nonfusing Metal
Nonmetallic Other 10
Sketches, Production Drawings, Weld Symbols or Written description should show the
general arrangement of the parts to be welded. Where applicable, the root spacing
2
and the details of weld groove may be specified.
(At The Option of the Mgfr., Sketches may be attached to illustrate joint design, weld 2,5
layers and bead sequence, e.g.,for notch toughness procedures, for multiple process
procedures, etc.)
*BASE METALS (QW-403)
P-No. 8 Group No. 1 To P-No. 8 Group No. 1
OR
Specification type and grade SA 240 Gr 303
to Specification type and grade SA 240 Gr 304
OR
Chem. Analysis and Mech. Prop. N/A
to Chem. Analysis and Mech. Prop. N/A
Base Metal : 10 Groove 60° Fillet N/A
Other N/A
*FILLER METALS (QW-404)
Spec No. (SFA) 5.4 5.4
AWS No. (Class) E 308 L-17 E 308 L-17
F-No. 5 5
A-No. 8 8
Size of filler metals 2.5 2.5
Weld Metal
Thickness Range :
Groove V-GROOVE V-GROOVE
Fillet
Electrode-Flux (Class) E 308 L-17 E 308 L-17
Flux Trade Name ESAB ESAB
Consumable Insert N/A N/A
Other
* Each base metal-filler metal combination should be recorded individualy.
10.
11. ED FORMAT FOR WELDING PROCEDURE SPECIFICATIONS (WPS)
00.1, Section IX, ASME Bouler and Pressure Vessel Code)
1
(Automatic, Manual, Machine, or Semi Automatic.)
12.
13. QW-482 (Back)
WPS No. Rev.
POSITIONS (QW-405) POST WELD HEAT TREATMENT (QW-407)
Position(s) of Groove 3G Temperature Range 850-1100°C
-
Welding Progression : Up YES Down Time Range
Position(s) of Fillet N/A
GAS (QW-408)
PREHEAT (QW-406 Percent Composition
Preheat Temp. Min. N/A Gas(es) (Mixture) Flow rate
Interpass Temp. Max. N/A Shielding N/A N/A N/A
Preheat Maintenance N/A Trailing N/A N/A N/A
(Continous or special heating where applicable should be recorded) Backing N/A N/A N/A
ELECTRICAL CHARACTERISTICS (QW-409)
Current AC or DC DC Polarity EN (root) Dan EP
Amps (Range) 45-120 Volts (Range) 22-28
(Amps and volts range should be recorded for each electrode size, position,
and thickness, etc. this information may be listed in a tabular form similar to that
shown below.)
Tungsten Electrode Size and Type N/A
( Pure Tungsten, 2% Thoriated, etc.)
Mode of Metal Transfer for GMAW N/A
( Pure Tungsten, 2% Thoriated, etc.)
Electrode Wire feed speed range N/A
TECHNIQUE (QW-410)
String or Weave Bead Stringer and weaving
Orifice or Gas Cup Size N/A
Initial and Interpass Cleaning ( Brushing, Grinding, etc.) grinding
Method of Back Gouging N/A
Oscillation N/A
Contact tube to Work Distance N/A
Multiple or Single Pass (per side) Single pass
Multiple or Single Electrodes Single Elektroda
Travel Speed (range) 4-10 cm/min
Peening N/A
Other N/A
Filler Metal Current Other( e.g., Remarks,
Volt Travel Speed Comments, Hot Wire
Weld Layer(s) Process
Type Range Range Addition, Tehnique, Torch
Class Diameter Amp Range Angle, etc.)
Polar
1 smaw E308L-17 2,4 DCEN 45-70 22-25 4-10CM/MIN
2 smaw E308L-17 3,2 DCEP 70-120 22-28 4-10CM/MIN
3 smaw E308L-17 3,2 DCEP 70-120 22-28 4-10CM/MIN
4 smaw E308L-17 3,2 DCEP 70-120 22-28 4-10CM/MIN
5 smaw E308L-17 3,2 DCEP 70-120 22-28 4-10CM/MIN
6 smaw E308L-17 3,2 DCEP 70-120 22-28 4-10CM/MIN
14.
15. QW-482 (Back)
POST WELD HEAT TREATMENT (QW-407)
Percent Composition
Flow rate
N/A
N/A
N/A
( Pure Tungsten, 2% Thoriated, etc.)
( Pure Tungsten, 2% Thoriated, etc.)
Other( e.g., Remarks,
Comments, Hot Wire
Addition, Tehnique, Torch
Angle, etc.)
16.
17. QW-483 SUGGESTED FORMAT FOR PROCEDURE QUALIFICATION RECORDS ( PQR )
( See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code )
Record Actual Conditions Used to Weld Test Coupon
Company Name STT LAS
PQR No. 1/PQR/STTL/2005 Date 9 MEI 2005
WPS No. 1/WPS/STTL/2005
Welding Process(es) SMAW
Type ( Manual, Automatic, Semi-Auto ) MANUAL
JOINTS (QW 402)
60o
10mm
2mm
2mm
Groove Design Of Test Coupon
(for combinations, the deposited weld metal thickness shall be recorded for each filler metal or process used )
BASE METALS (QW-403) POST WELD HEAT TREATMENT (QW-407)
Material Spec. SA-240 Temperature
Type of Grade 304 Time
P-No. 8 to P-No 8 Other
Thickness of Test Coupon 10mm
Diameter of test coupon n/a GAS (QW-408)
Other n/a Percent Composition
Gas(es) (Mixture) Flow Rate
Shielding
Trailing
backing
FILLER METALS (QW-404)
SFA Classification A 5.4 ELECTRICAL CHARACTERISTIC (QW-409)
AWS Classification E 308L-17 Current DC
Filler Metal F-No. 5 Polarity DCEP
Weld Metal Analysis A-No. 8 Amps 80 Volts 24
Size of Filler Metal 3.2 Tungsten Electrode Size n/a
Other n/a Other n/a
Weld Metal Thickness n/a
POSITION (QW-405) TECHNIQUE (QW-410)
Position of Groove 3G Travel Speed 70mm/min
Weld Progression ( Uphill, Downhill ) Uphill String or Weave Bead stringer
Other n/a Oscillation n/a
PREHEAT (QW-406) Multi or single Pass (pes side) multipass
Preheat Temp. n/a Single or Multi Electrodes multi electrodes
Interpass Temp n/a Other n/a
Other n/a
21. QW-483 (Back)
PQR No.
Tensile Test ( QW-150 )
Ultimate Total Ultimate Unit Stress Type of failure &
Specimen No. Width Thickness Area
Load lb psi Location
Guided-Bend Tests ( QW-160 )
Type and Figure No. Result
Toughness Tests ( QW-170 )
Test Impact Values
Specimen No. Notch Location Specimen Size Drop Weight Break (Y/N)
Temperature ft.lbs %Shear Mils
Fillet-Weld Test (QW-180)
Result - Satisfactory : Yes No Penetration into Parent Metal: Yes No
Macro - Results
Other Tests
Type of Test VICKERS TEST
Deposit Analysis n/a
Other n/a
Welder's Name AFFENDI YAHYA Clock No. Stamp No.
Test conducted by : B4T Laboratory Test No.
We certify that the statements in this record are cirrect and that the test welds were prepared, welded and tested in accordance with the
requirements of Section IX of the ASME Code.
Manufacturer STT LAS
Date 9 MEI 2005 By ARIO PRAYOGA
(Detail of the record of tests are illustrative only and may be modified to conform to the type and number of tests required by the Code)
22.
23. Type of failure &
Location
sult
Drop Weight Break (Y/N)
sted in accordance with the