Assembly Line Production - The Process of Combining Parts in Sequence
•Download as PPTX, PDF•
10 likes•3,813 views

This document defines key terms related to assembly line production including assembly, line, production, and defines assembly line production as a manufacturing process where semi-finished products move between workstations to have parts added in sequence until completion. It describes the principle of assigning each worker a specific repeated task to mass produce goods quickly and efficiently. It also lists advantages like speed and disadvantages like inflexibility of assembly line production.

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Assembly Line Production - The Process of Combining Parts in Sequence
Similar to Assembly Line Production - The Process of Combining Parts in Sequence (20)
More from Dheenathayalan Ramasamy
More from Dheenathayalan Ramasamy (11)
Recently uploaded
Recently uploaded (20)
Assembly Line Production - The Process of Combining Parts in Sequence
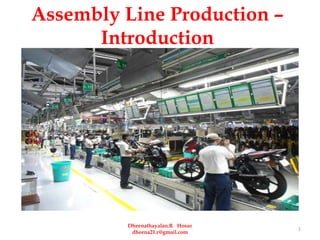
- 1. Assembly Line Production – Introduction 1 Dheenathayalan.R Hosur dheena21.r@gmail.com
- 2. Definition-Assembly • Assembly - The process of putting together a number of parts( to make a machine or other product). - The act of combining components Dheenathayalan.R Hosur dheena21.r@gmail.com 2
- 3. Definition - Line • Line – Is the Path and has direction ,length and thickness. Dheenathayalan.R Hosur dheena21.r@gmail.com 3
- 4. Definition - Production • Production –The processes and methods used to transform tangible inputs (raw materials,semi-finishedgoods, subassemblies) and intangible inputs (ideas, information, knowledge) into goods or services. • Tangible - real , able to be shown, touched, or experienced. • Intangible - unable to be touched, not having physical presence. Dheenathayalan.R Hosur dheena21.r@gmail.com 4
- 5. Definition • Assembly Line Production –is a manufacturing process in which parts are added as the semi-finished assembly moves from workstation to workstation where the parts are added in sequence until the final assembly is produced. - is a production process that breaks the manufacture of a good into steps that are completed in a pre-defined sequence. Dheenathayalan.R Hosur dheena21.r@gmail.com 5
- 6. Principle Assembly Line Production The principle of an assembly line is that each worker is assigned one very specific task, which he or she simply repeats, and then the process moves to the next worker who does his or her task, until the task is completed and the product is made. It is a way to mass produce goods quickly and efficiently. All workers do not have to be human; robotic workers can make up an assembly line as well. Note: Principle - a basic idea or rule that explains or controls how something happens or works Dheenathayalan.R Hosur dheena21.r@gmail.com 6
- 7. Advantages –Assembly Line Production Dheenathayalan.R Hosur dheena21.r@gmail.com 7 • Speed & Mass Production • Fair Product Cost • Affordable • Uniformity of finished products • Ease of repair • Standardized Parts Employee • Specialization (in a specific task) • Average Skill level sufficient • Ease of job rotation • Able to share Improvements in Process, Product etc
- 8. Dis advantages –Assembly Line Production Dheenathayalan.R Hosur dheena21.r@gmail.com 8 • Higher initial capital investment • Inflexible Production facility • Need of specialized machines • Significant Space is required Employee • Monotonous Work (Repetitive Work) • Missing of unique craftsmanship(Luxury items). • Motivational problems exists • Skill level balancing will be a problem • Overconfidence
- 9. Production & Productivity Dheenathayalan.R Hosur dheena21.r@gmail.com 9 • Production - the volume of output irrespective of the quantity or quality of resources used to attain that level of output. Refers only to quantity produced. Measure of produced goods. • Productivity -If we put in it element of efficiency with which the resources are employed, we enter the area of productivity.(How much is produced using what with its quantity,quality) Measure of efficiency or rate of production. (Output/Input)
- 10. Production & Productivity Dheenathayalan.R Hosur dheena21.r@gmail.com 10 • For Example consider Current Situation. Engines Produced(Nos) = 50 Engines Manpower utilized(Nos) =50 Men Productivity =50Engines/50Men =1Engine/1Men Case 1:If we increase Engines produced to 60Nos and Manpower to 60Nos. Production has increased =from 50engines to 60 engines. Productivity remains Same. That is 60Engines/60Men=1Engine/1Men Case 2:If we increase Engine produced to 60Nos and Manpower remains same at 50 Men. Here Production and Productivity both got increased. Production increase = from 50 Engines to 60Engines Productivity =60Engines/50 Men=1.2Engines/Men Case 3:If we keep engines produced same at 50Engines and reduce manpower to 40Men. Production remains same. Productivity increase =50 Engines/40Men=1.25Engines/men Case 4:If we increase engines produced to 68 Engines and increase manpower to 56 Men. Production has increased =from 50 engines to 68Engines. Productivity increase =68 Engines/56Men=1.21Engines/Men
- 11. Takt Time Dheenathayalan.R Hosur dheena21.r@gmail.com 11 • Takt – Takt means pace or rhythm.Takt was borrowed from Taktzeit, a German word. • Takt time is the maximum acceptable time to meet the customer demand. • To calculate Takt time Takt time= Net available Time/Customer Demand Note:Net available time is the actual time available for doing the work.It excludes break times(Lunch time,Tea time etc)
- 12. Takt Time Dheenathayalan.R Hosur dheena21.r@gmail.com 12 Example: Total Available time/Shift=480minutes Tea break(2times/shift) = 30minutes Net available time=480-30= 450minutes Demand per shift =50Engines Takt time =450/50=9minutes/Engine That is One engine will be produced every 9minutes.
- 13. Cycle Time Dheenathayalan.R Hosur dheena21.r@gmail.com 13 Cycle time - is the total time from the beginning to the end of process. Cycle time includes process time, during which a unit is acted upon to bring it closer to an output, and delay time, during which a unit of work is spent waiting to take the next action. Cycle time starts when the actual work begins on the product and ends when it is ready for delivery.
- 14. Lead Time Dheenathayalan.R Hosur dheena21.r@gmail.com 14 Lead Time – It is the time between order for a product and delivery of that product. Simply “time between order and delivery”. Example =Time between Customer placing an order and company deliver that order.
- 15. Difference between Cycle Time and Lead Time Dheenathayalan.R Hosur dheena21.r@gmail.com 15 Consider below example 1. Customer places order on January 01,2018 2. Work started on that order by the company on January 03,2018 3. Work completed on January 05,2018 4. Delivered to customer on January 06,2018 5. Lead time = 5Days 6. Cycle time= 2Days
- 16. Standard Time Dheenathayalan.R Hosur dheena21.r@gmail.com 16 Standard time - is the time required by an average skilled operator, working at a normal pace, to perform a specified task using a prescribed method. Standard time = Normal Time + Total Allowances Note: Normal time = {(Time worked) / (Number of units produced)}*(Performance rating)
- 18. Line Balancing Dheenathayalan.R Hosur dheena21.r@gmail.com 18 Line Balancing - is leveling the workload across all processes in a cell or value stream to remove bottlenecks and excess capacity. Everyone is doing the same amount of work. No one is waiting. No one is overburdened. Variation is smoothed.
- 19. Bottle Neck Dheenathayalan.R Hosur dheena21.r@gmail.com 19 Bottleneck - is one process in a chain of processes, such that its limited capacity reduces the capacity of the whole chain. Has Maximum Stage Time. Significantly slows down production.(Impacts the output). Have More WIP(work in process) The station that consumes more cycle time. Limits the capacity of the system.
- 21. How to reduce Bottle Neck Dheenathayalan.R Hosur dheena21.r@gmail.com 21 1. Possibility to Increase manpower. 2. Possibility to increase machine/tools. 3. Possibility to split the task and assign to prior stage/Later stage. 4. Outsourcing-Partial/Full. 5. Automation-Semi/Full. 6. Process improvement. 7. Reduce Setup time.Eg- SMED Note:SMED – Single -Minute Exchange of Dies.
- 22. Assembly Line Balancing Dheenathayalan.R Hosur dheena21.r@gmail.com 22 Assembly line balancing - is a production strategy that sets an intended rate of production to produce a particular product within a particular time frame. That is “the work is divided in to series of elementary tasks with short durations”.
- 23. Need- Assembly Line Balancing Dheenathayalan.R Hosur dheena21.r@gmail.com 23 To meet customer demand. To determine the speed of the assembly line. To determine the number of stages or number of workstations. To identify the bottleneck stage/operation. To equalize the workload among the employees. To reduce production cost.
- 24. Models - Assembly Line Balancing Dheenathayalan.R Hosur dheena21.r@gmail.com 24 Model 1 Tries to determine the minimum workforce required to achieve a given desired production rate. Model 2 Tries to determine the maximum production rate which can be achieved with a given workforce. Note: Once the Takt time is determined we need to relate takt time with Man time, Machine Time & Setup time.
- 25. Time Study Dheenathayalan.R Hosur dheena21.r@gmail.com 25 Time Study - a work measurement technique consisting of careful time measurement of the task with a time measuring instrument to establish the time required for completion of the task by a qualified worker when working at a defined level of performance. It will be adjusted for any observed variance from normal effort or pace and to allow adequate time for such items as foreign elements, unavoidable or machine delays, rest to overcome fatigue, and personal needs.
- 26. Motion Study Dheenathayalan.R Hosur dheena21.r@gmail.com 26 Motion Study -Motion study is a systematic way of determining the best method of doing the work. Systematic recording and critical examination of existing and proposed ways of doing work as a means of developing and applying easier and more effective method and thereby reducing cost.
- 27. Predetermined Motion Time System (PMTS) Dheenathayalan.R Hosur dheena21.r@gmail.com 27 PMTS - a procedure that analyzes any manual activity in terms of basic or fundamental motions required to perform it. Each of these motions is assigned a previously established standard time value and then the timings for the individual motions are synthesized to obtain the total time needed for performing the activity. Example for PMTS –MTM,MOST, etc MTM – Method Time Measurement MOST - Maynard Operation Sequence Technique
- 28. MOST (Maynard Operation Sequence Technique) Dheenathayalan.R Hosur dheena21.r@gmail.com 28 MOST - is a predetermined motion time system that is used primarily in industrial settings to set the standard time in which a worker should perform a task. To calculate this, a task is broken down into individual motion elements, and each is assigned a numerical time value in units known as time measurement units, or TMUs, where 100,000 TMUs is equivalent to one hour. All the motion element times are then added together and any allowances are added, and the result is the standard time. 1 Hour = 100,000 TMUs 1 TMU = 0.00001 Hours 1 TMU = 0.036 Seconds 1 Second = 27.8 TMUs Basic Sequence Models in MOST General Move, Controlled Move, Tool Use
- 29. Lean Manufacturing Dheenathayalan.R Hosur dheena21.r@gmail.com 29 Lean manufacturing or lean production, often simply "lean", is a systematic method for waste minimization / elimination (“Muda”) within a manufacturing system without sacrificing productivity.
- 30. Seven wastes - Lean Manufacturing Dheenathayalan.R Hosur dheena21.r@gmail.com 30 1. Waste of overproduction (more than what the customer wanted) 2. Waste of rework (Defective product). 3. Waste of waiting (the units should flow from one process to the next and ultimately, to the customer without any waiting) 4. Waste of inventory (make it to order and invoice it - inventory has no real value - a sale does!) 5. Waste of transport (reduce floor space , shrink the factory, reduce lead times) 6. Waste of motion (unnecessary movements - human) 7. Waste from the process(Over processing). In modern times, 2 new wastes have been added Waste of a human being (an example is a machine watcher) Waste of natural resources (save the planet)
- 31. Value Stream Mapping(VSM) Dheenathayalan.R Hosur dheena21.r@gmail.com 31 Value-stream mapping is a lean- management method for analyzing the current state and designing a future state for the series of events that take a product or service from its beginning through to the customer . Toyota call it as "material- and information-flow mapping". The purpose of value stream mapping is to identify and remove or reduce "waste" in value streams, thereby increasing the efficiency of a given value stream.
- 32. Value Stream Mapping(VSM) Dheenathayalan.R Hosur dheena21.r@gmail.com 32
- 33. One(Single) Piece Flow Dheenathayalan.R Hosur dheena21.r@gmail.com 33 Completing the production of one unit from start to finish with little work in process (WIP) inventory between operations . It is the fundamental element of becoming Lean. The word "one" does not necessarily have a literal meaning. It should be related to the customers' requirements. Companyshould produceonly “what,when&Howmuch“thecustomer wants.
- 34. SMED (Single-Minute Exchange of Dies) Dheenathayalan.R Hosur dheena21.r@gmail.com 34 SMED - is a system for dramatically reducing the time it takes to complete equipment/Tool/Die changeovers. The name Single-Minute Exchange of Dies comes from the goal of reducing changeover times to the “single” digits (i.e. less than 10 minutes). SMED was developed by Shigeo Shingo, a Japanese industrial engineer.
- 35. Six Sigma(6σ) Dheenathayalan.R Hosur dheena21.r@gmail.com 35 Six Sigma is a disciplined, statistical- based, data-driven approach and continuous improvement methodology for eliminating defects /reducing variation in a product, process or service.
- 36. Six Sigma(6σ) -Methodologies Dheenathayalan.R Hosur dheena21.r@gmail.com 36
- 37. OEE –Overall Equipment Effectiveness Dheenathayalan.R Hosur dheena21.r@gmail.com 37 OEE – an yardstick used in TPM to measure the perfection of manufacturing system. OEE=Availability*Usability*Performance Efficiency * Quality Rate * 100
- 38. 5’S’ Dheenathayalan.R Hosur dheena21.r@gmail.com 38 5S - is used to organize the workplace well so that it motivates people to perform well. 1. SEIRI-Sort Out(Segregate) 2. SEITON-Set in order(Arrange& Identify) 3. SEISO-Shine(Wipe & Clean) 4. SEIKETSU-Standardize 5. SHITSUKE-Sustain(Discipline)
- 39. 7 QC Tools Dheenathayalan.R Hosur dheena21.r@gmail.com 39 1. Check Sheet 2. Cause & Effect Diagram 3. Control Chart 4. Histogram 5. Pareto Diagram 6. Scatter Diagram 7. Stratification Note : We need to identify the right tool for the problem.
- 40. Kaizen Dheenathayalan.R Hosur dheena21.r@gmail.com 40 Kaizen – Japanese word means Continuous improvement. Kaizen – is small improvements systematically carried out on a continual basis by all employees. Principle: Very large number of small improvements (Value) = Large Improvement (Value)
- 41. POKA-YOKE Dheenathayalan.R Hosur dheena21.r@gmail.com 41 Poka-Yoke a Japanese word is nothing but Mistake Proofing. It is a scientific technique used to prevent problems due to error. Mistakes can happen if not prevented. Poka-Yoke removes the possibility of mistakes being done. Poka-Yoke detects an error, gives a warning and can shut down the process.
- 42. FMEA – Failure Mode & Effect Analysis Dheenathayalan.R Hosur dheena21.r@gmail.com 42 FMEA is (1)Anticipation of potential failure modes and its effects. (2)Identifying causes for that failure modes. (3)Identify & recommend corrective / preventive actions to reduce/eliminate risks due to failures. (4)Put all controls in place. Risk Priority Number(RPN) =Severity*Occurrence*Detection(SOD) RPN is used for prioritization Types of FMEA System FMEA Design FMEA Process FMEA
- 43. Statistical Process Control(SPC) Statistical process control (SPC) is a method of quality control which employs statistical methods to monitor and control a process. SPC helps to ensure that the process operates efficiently, producing more specification-conforming products with less waste (rework or scrap). Dheenathayalan.R Hosur dheena21.r@gmail.com 43
- 44. Process Capability Process Capability is a statistical measurement of a process’s ability to produce parts within specified limits on a consistent basis. Dheenathayalan.R Hosur dheena21.r@gmail.com 44
- 45. Process Capability Index Process Capability Index (Cp) is ratio of Specified spread and actual Spread. Process Capability Index (CpK) is a measure of Process centering. CpK = Minimum of { } CpK is always less than or equal to Cp Dheenathayalan.R Hosur dheena21.r@gmail.com 45
- 46. Torque Torque - Rotational energy about an axis or pivot point. - is a measure of the force that can cause an object to rotate about an axis. - Torque is used to create tension in threaded fasteners. Dheenathayalan.R Hosur dheena21.r@gmail.com 46 Rotational Force Load (Force) Distance Point of Rotation Torque = Force(kg or N) * Distance(m) Unit = Kgm or Nm
- 47. Torque Wrench Torque Wrench - a tool used to apply precisely a specifictorquetoafastener(suchasanutorbolt). 1 Pascal = 1 N/m² = 1 (kg*m/sec²)/m² 1 kg = 9.80665 N, 1 N = 1 kg × m / s2 Dheenathayalan.R Hosur dheena21.r@gmail.com 47
- 48. Methods of Tightening Threaded Fasteners 1. Torque control tightening. 2. Angle control tightening.(Rotation angle method) 3. Yield controlled tightening. 4. Bolt stretch method. 5. Heat tightening. 6. Use of tension indicating methods. Torque control tightening – Bolt tightening is controlled by the torque value. Dispersion of axial tension is wide. (eg 100Nm) Angle control tightening(Rotation angle method) – Bolt tightening is controlled by the angle. Snug torque + defined angle. (eg 100Nm + 90±5 ̊). Bolt is tightened within the plastic zone. Dispersion of axial tension is small. Snug torque - A tightening procedure in which a fastener is first tightened by a pre- selected torque. The torque required to pull plates together so that direct contact occurs; often used in angle control tightening. It ensures that metal to metal contact occurs at all the interfaces within the joint. Dheenathayalan.R Hosur dheena21.r@gmail.com 48
- 49. Bolt/Screw/Set Screw Bolt – is a threaded fastener, with a head, designed to be used in conjunction with a nut. Plain shank is present. Screw - A headed threaded fastener that is designed to be used in conjunction with a pre formed internal thread or alternatively forming its own thread. (Historically, it was a threaded fastener with the thread running up to the head of the fastener that has no plain shank). Set Screw - It is a threaded member that normally does not have a head. Various socket types are provided to allow the set screw to be rotated. These types include hexagon socket, fluted socket, screwdriver slot . Dheenathayalan.R Hosur dheena21.r@gmail.com 49
- 51. Pneumatic (Torque) Wrench Pneumatic (torque) wrench is a planetary torque multiplier or a gearbox that is mated to a pneumatic air motor. At the end of the gearbox is a reaction device that is used to absorb the torque and allows the tool operator to use it with very little effort. The torque output is adjusted by controlling the air pressure. Dheenathayalan.R Hosur dheena21.r@gmail.com 51
- 52. Pneumatic (Torque) Wrench Impact wrench - (also known as impact gun, air gun) is a socket wrench power tool designed to deliver hightorque output withminimaleffort bythe user,by storing energy in a rotating mass, then delivering it suddenlytotheoutputshaft. Dheenathayalan.R Hosur dheena21.r@gmail.com 52
- 53. Pneumatic (Torque) Wrench Pulse wrench - Pulse wrench (pulse tools) are discontinuous-drive tools. They apply torque in small increments rather than in one continuous blow. When the fastener is running free, the tool doesn't pulse and thedriveshaftspinsrapidly. Dheenathayalan.R Hosur dheena21.r@gmail.com 53
- 54. Thank You Keep LearningDheenathayalan.R Hosur dheena21.r@gmail.com 54