
Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to Contrôle non destructif par ultrasons
Similar to Contrôle non destructif par ultrasons (20)
More from Rafael Nadal
More from Rafael Nadal (11)
Recently uploaded
Recently uploaded (8)
Contrôle non destructif par ultrasons
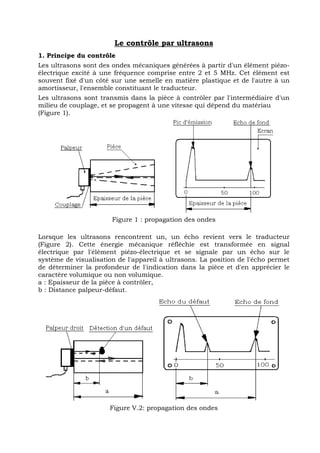
- 1. Le contrôle par ultrasons 1. Principe du contrôle Les ultrasons sont des ondes mécaniques générées à partir d'un élément piézo- électrique excité à une fréquence comprise entre 2 et 5 MHz. Cet élément est souvent fixé d'un côté sur une semelle en matière plastique et de l'autre à un amortisseur, l'ensemble constituant le traducteur. Les ultrasons sont transmis dans la pièce à contrôler par l'intermédiaire d'un milieu de couplage, et se propagent à une vitesse qui dépend du matériau (Figure 1). Figure 1 : propagation des ondes Lorsque les ultrasons rencontrent un, un écho revient vers le traducteur (Figure 2). Cette énergie mécanique réfléchie est transformée en signal électrique par l'élément piézo-électrique et se signale par un écho sur le système de visualisation de l'appareil à ultrasons. La position de l'écho permet de déterminer la profondeur de l'indication dans la pièce et d'en apprécier le caractère volumique ou non volumique. a : Epaisseur de la pièce à contrôler, b : Distance palpeur-défaut. Figure V.2: propagation des ondes
- 2. 2. Avantages du contrôle par ultrasons Le contrôle ultrasonore tient actuellement dans l'industrie une place importante au sein des essais non-destructifs. Il présente les avantages suivants: Accès nécessaire d’un seul côté de la pièce, Contrôle possible de compacité de la totalité d'un volume donné, Puvoir de pénétration important, Précision dans la localisation des défauts, Rapidité, Très sensible pour la détection des défauts plans, Estimation de l'importance d'une indication à l'aide de son pouvoir réfléchissant (contrôle en réflexion) ou de l'atténuation produite (contrôle en transmission), Automatisation et traçabilité possibles à l'aide de moyens d'imageries Aucune précaution particulière sur les plans hygiène et sécurité. Dès sa mise en application, de nombreuses critiques concernant les difficultés d'interprétation, son manque de justesse et de fidélité, ont freiné son développement. Aujourd'hui, une amélioration des matériels, associée à une plus grande compétence des utilisateurs, qui ont amené cette technique à donner d'excellents résultats, sous certaines précautions d'emploi. Pour répondre à ces besoins, l'opérateur doit être capable à chaque instant de contrôler l'appareillage et son évolution dans le temps. Dans ce but, des blocs d'étalonnage et de réglage ont été mis au point, ainsi que des recommandations décrivant leur utilisation. Cet ensemble de blocs d'étalonnage permet : D'estimer les possibilités des appareils et de leurs accessoires, les palpeurs en particulier. De régler la puissance et la sensibilité à un niveau convenant au travail à exécuter. De reproduire dans le temps des conditions de réglage déjà. De comparer entre eux des matériels différents et d'éliminer ceux qui ne peuvent pas convenir. Pour l'examen de pièces de formes complexes, le contrôle de très grandes séries, etc..., on peut réaliser des «modèles de contrôle». Ce sont des modèles de réglage, obtenus à partir d'une pièce saine, dans laquelle on a usiné des défauts artificiels représentatifs de ceux que l'on peut rencontrer éventuellement dans les pièces. Ces modèles sont très appréciés des utilisateurs et permettent un contrôle par simple comparaison.
- 3. 3. Domaine d'application Le contrôle par ultrasons est applicable à de nombreux matériaux pourvus qu’ils ne présentent pas une trop forte atténuation. Les matériaux métalliques, thermoplastiques, composites, céramiques peuvent être contrôlés par ce procédé. Les ultrasons permettent la détection de tous défauts engendrant une variation locale des propriétés ultrasonores de la pièce. Le contrôle des soudures peut être effectué entre -20°C et 150°C. Le contrôle ultrasonore est notamment utilisé pour le contrôle : Des pièces moulées : retassures, vermiculures, variations locales de structure, ségrégations, porosités, Des pièces forgées : retassures, criques, repli de forge, Des produits laminés et étirés : dédoublures, ségrégations, En service : les défauts apparaissant en service tels que fissures ou corrosions, Des soudures avant et après traitement thermique. Le contrôle par ultrasons peut être appliqué avec profit aux soudures réalisées sur les aciers non alliés et faiblement alliés de nuance ferritique ainsi que sur les alliages légers. Le contrôle des soudures sur aciers austénitiques est réalisable, mais nécessite la mise au point d’une procédure particulière. Contrôle avant soudage : Il est nécessaire d'effectuer, dans le cas des tôles et des produits forgés, un contrôle par ultrasons pour détecter des défauts pouvant gêner le contrôle après soudage (délaminage, ségrégation, anisotropie, dans le cas des tôles ; retassures, criques, repli de forges dans le cas des produits forgés). Contrôle après soudage : le contrôle ultrasonore est bien adapté pour le contrôle des épaisseurs soudées comprises entre 6 et 100 mm mais est adaptable en dehors de cette fourchette. Grâce aux techniques d'examen mises en œuvre, tous les types de soudure peuvent être examinés (bout à bout, d'angle et à recouvrement).
- 4. 4 Propriétés des faisceaux ultrasoniques Les ondes émises par le palpeur se propagent à travers un matériau en un faisceau peu divergent. Pour une surface d'émission plane, la plus grande partie de l'énergie ultrasonore est localisée dans un cône dont le demi-angle d'ouverture est donné par la formule de Fresnel: D λ .K=sinα avec K = 1,2 (valeur pratique) D : diamètre de l'élément sensible du palpeur. λ : longueur d'onde dans le matériau. Exemple : Emission d’ondes longitudinales de fréquence 5 MHz dans l’acier. La vitesse moyenne de propagation des O.L. dans l’acier est c = 5 850 m/s La longueur d’onde pour une fréquence de 5 MHz est : mm1,17= 0000005 0008505 = f c =λ c : célérité f : fréquence Les demi-angles d’ouverture sont alors : a - élément sensible D = 20 mm K = 1,2 °4=αoùd'0,07,= 20 1,17 .1,2= D λ.K=αsin b - élément sensible D = 10 mm °8=αoùd'0,14,= 10 1,17 1,2.= D λK.=αsin D = 20 mm D = 10 mm α = 4° α = 8°
- 5. 5. Mouvement des ondes Les ondes sonores, audibles ou ultrasoniques, sont des vibrations mécaniques impliquant un mouvement du milieu dans lequel elles se propagent. Les ondes sonores de fréquence élevée se comportent d'une manière semblable à celle des vibrations électromagnétiques. Cependant, les propriétés physiques du milieu doivent aussi être prises en considération, puisque ce milieu est lui-même en mouvement. Une onde sonore peut se propager dans tout matériau à comportement élastique, c'est-à-dire dans lequel il existe une force s'opposant au déplacement des particules et tendant à ramener ces particules dans leur position initiale. Des considérations d'inertie montrent que dans de tels milieux, la particule dépasse sa position initiale en revenant, et qu'une force contraire prend naissance, tendant à l'y ramener. Ce mouvement oscillatoire se prolonge tant qu'une énergie d'excitation suffisante est appliquée, mais lorsque la force d'excitation est supprimée, le mouvement diminue progressivement, l'énergie étant absorbée par les frottements internes. 5.1. Les ondes longitudinales Lorsque les ondes sonores se propagent à l'intérieur des solides, le déplacement des particules dans une direction provoque des déplacements dans d'autres directions (Figure 5). Pour les matériaux de grandes dimensions on doit prendre en considération du coefficient de Poisson. La vitesse des ondes longitudinales dans les matériaux de grandes dimensions est: ( ) ( )2σ-1.σ+1 σ-1.ρ E=V0 V0 : Vitesse des ondes longitudinales, E : Masse spécifique des matériaux, ρ: Masse spécifique, σ : Coefficient de Poisson. Figure 5 : Direction de vibration des particules La vitesse correspondante dans les plaques minces (longueur d'onde beaucoup plus grande que l'épaisseur de la plaque) est: ( )σ V 2 -1 1. ρ E=p
- 6. 5.2. Les ondes transversales Comme la fréquence se trouve augmentée dans les plaques de faibles épaisseurs, et que la longueur d'onde se trouve donc diminuée, il se produit une variation de Vp dans le sens de la diminution, jusqu'à ce que, λ se rapprochant de la valeur λ = 2.e (e étant l'épaisseur de la plaque), Vp se rapproche de la valeur (vitesse des ondes de cisaillement) : Les ondes de cisaillement sont caractérisées par un mouvement de particules qui est transversal par rapport au sens de propagation des ondes. Leur vecteur de déplacement se trouve dans un plan normal à la direction de la propagation et elles sont tournantes, comme le montre la Figure 6. Le milieu subit une distorsion, mais il n'y a pas de variation de volume. ( ) ρ μ = σ+12 1. ρ E=Vs≈Vp E : Module de Young (kg /m 2) : Module de cisaillement du solide, : Coefficient de Poisson (Tableau V.1). Figure 6 : Ondes de cisaillement 6. Production d'ultrasons par piézoélectricité Une lame convenablement de cristal de quartz produit de l'électricité quand elle est soumise à une traction ou à une compression. La même lame soumise à un courant électrique s'allonge ou se rétréci" suivant le sens du courant (Figure 7). Piézo : du grec piezein : presser, Piézoélectricité: électricité par pression. Figure 7: Phénomène de piézoélectricité
- 7. 7. Réflexion à l’interface de deux matériaux La détection des défauts dans les matériaux est basée sur le principe suivant: - Une onde qui rencontre un milieu différent de celui dans lequel elle se propage se réfléchit sur l'interface. - Cependant, toute l'énergie de l'onde n'est pas renvoyée vers l'émetteur, une partie de l'onde continue sa propagation dans le second milieu. La caractéristique qui détermine l'importance de la réflexion est l'impédance acoustique spécifique Zs Zs = c . ρ ρ : masse volumique en kg/m3, c : célérité en m/s Si l’onde frappe une surface avec un angle deux phénomènes se produiront : la réflexion et la réfraction De plus, il se produit aussi un phénomène appelé conversion de mode, c’est-à-dire que le faisceau incident se transforme en un autre mode. La réfraction est le phénomène par lequel une onde sonore subit un changement d’angle après son passage d’un milieu à un autre ayant des propriétés physiques différentes du premier milieu. Dans le cas le plus général, quatre ondes séparées sont produites; une onde de chaque type est réfractée. Les vitesses des deux types d’onde étant différentes, les ondes ont des angles de réflexion et de réfection différente. RˆSin iˆSin DescartedeloilaselonRelation V2 V1 réfractiondeindicel'appeléest RˆSin iˆSin
- 8. Par exemple, pour l’incidence d’une onde longitudinale entre eau et acier, selon la valeur de l’angle α, on a : - production de 2 modes L et T si : - sin α<V1/V2L=1500/5850 soit α <15° ; disparition de l’onde longitudinale pour α ≈ 15° ; - présence de l’onde transversale seule de 15° à : arc sin V1/V2T=1500/3250=27°30 - Réflexion totale du faisceau dans l’eau pour α > 27°30’ sauf pour l’angle α= arc sin V1/V2R=31° qui correspond à la création des ondes de Rayleigh en surface. Ces considérations sur les angles et les modes sont très importantes en pratique, à la fois pour générer des ondes transversales, maîtriser l’interprétation des échos de sondage. TV Sin LV Sin TV Sin LV Sin 2211 ˆ SnelldeloilaselonRelation μi
- 9. 8. Le couplant Si on applique un palpeur directement sur une pièce, la réponse sera fort mauvaise sur l’oscilloscope. Les ultrasons ne passent pas dans l’air, il faut utiliser un intermédiaire entre le palpeur et la pièce. Celui-ci chasse l’air entre le palpeur et la pièce en plus d’amoindrir les pertes causées par les irrégularités de surface. Les couplants peuvent être liquides, semi-liquides, pâtes. Un bon couplant satisfera les conditions suivantes : 1) Il doit posséder une impédance acoustique comprise entre celle du palpeur et celle du spécimen. 2) Le couplant doit mouiller à la fois les surfaces du palpeur et de la pièce et doit chasser l’air entre eux. 3) Le couplant doit s’appliquer facilement, être homogène et exempt de bulle d’air. 4) Le couplant doit adhérer facilement aux surfaces mais être également facile à enlever 5) Le couplant doit chimiquement inerte avec le palpeur, la pièce et l’operateur. Le choix du couplant dépend surtout de l’état de surface de la pièce à inspecter. Dans tous les cas, le couplant sera aussi mince que possible.
- 10. 9. Contrôle par contact Le traducteur est directement placé sur la pièce à contrôler. La liaison acoustique est assurée par une couche d’agent de couplage : graisse, huile, colle cellulosique, gels spéciaux dont l’épaisseur est de l’ordre du dixième de millimètre. Cette technique, dite de palpage, est surtout employée lors de contrôles manuels. Elle nécessite l’intervention d’un opérateur pour le déplacement du traducteur. La constance du couplage, et donc du contrôle, n’est pas assurée. 10. Contrôle en immersion Le traducteur est situé à une certaine distance de la pièce ; le couplage est assuré par un liquide, habituellement de l’eau. Il peut s’agir : - d’une immersion totale. Le traducteur et la pièce sont entièrement immergés dans une cuve de contrôle ; - d’une immersion locale. Le traducteur et la partie de la pièce qui est contrôlée sont reliés entre eux par un volume de liquide, grâce à des dispositifs spéciaux. 11. Méthodes par transmission La méthode par transmission est appliquée comme méthode d’investigation complémentaire, ou bien pour le contrôle de certains matériaux de structure complexe (matériau composite). Pour des pièces contrôlées de forme simple : tôles, etc., la présence d’un défaut (manque de matière, discontinuité acoustique, etc.) provoque une diminution ou une disparition de l’énergie ultrasonore transmise.
- 11. 12. Contrôle en ondes transversales Il est presque exclusivement réalisé en ondes transversales sous incidence pour détecter et localiser : - les défauts volumiques (par exemple, soufflures, retassures, inclusions de laitier…) ; - les défauts plans sensiblement perpendiculaires à la direction d’examen (par exemple, fissures, manques de fusion). Des calculs sont nécessaires pour positionner le palpeur lors d’un examen par ce type d’ondes afin de permettre à l’onde de balayer la surface ciblée, si ce qu’on appelle un band et deux bands 13. Conclusions Le contrôle par ultrasons demande une bonne expérience de la part des agents chargés de sa mise en œuvre. Il peut être réalisé de façon manuelle ou automatique. Des progrès importants ont été obtenus grâce à l’introduction de l’informatique et l’électronique qui ont contribué fortement à faire évoluer les matériels et les modalités d’application et de traitement. Le contrôle par ultrasons est souvent considéré comme complémentaire du contrôle radiographique. Il tend même à le remplacer, lorsque cela est possible, pour s’affranchir des problèmes de sécurité posées.