
Recommended
More Related Content
Viewers also liked
Viewers also liked (20)
4 zyl boxer_02
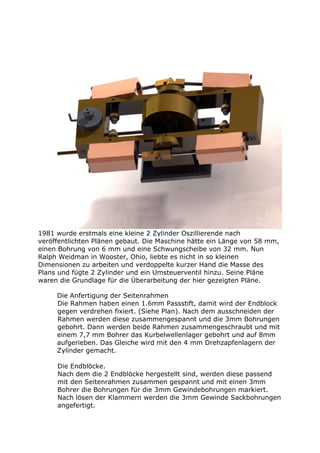
- 1. 1981 wurde erstmals eine kleine 2 Zylinder Oszillierende nach veröffentlichten Plänen gebaut. Die Maschine hätte ein Länge von 58 mm, einen Bohrung von 6 mm und eine Schwungscheibe von 32 mm. Nun Ralph Weidman in Wooster, Ohio, liebte es nicht in so kleinen Dimensionen zu arbeiten und verdoppelte kurzer Hand die Masse des Plans und fügte 2 Zylinder und ein Umsteuerventil hinzu. Seine Pläne waren die Grundlage für die Überarbeitung der hier gezeigten Pläne. Die Anfertigung der Seitenrahmen Die Rahmen haben einen 1.6mm Passstift, damit wird der Endblock gegen verdrehen fixiert. (Siehe Plan). Nach dem ausschneiden der Rahmen werden diese zusammengespannt und die 3mm Bohrungen gebohrt. Dann werden beide Rahmen zusammengeschraubt und mit einem 7,7 mm Bohrer das Kurbelwellenlager gebohrt und auf 8mm aufgerieben. Das Gleiche wird mit den 4 mm Drehzapfenlagern der Zylinder gemacht. Die Endblöcke. Nach dem die 2 Endblöcke hergestellt sind, werden diese passend mit den Seitenrahmen zusammen gespannt und mit einen 3mm Bohrer die Bohrungen für die 3mm Gewindebohrungen markiert. Nach lösen der Klammern werden die 3mm Gewinde Sackbohrungen angefertigt.
- 2. Die Bohrlehre für die Dampfkanäle, ist ein einfacher Stahlstreifen mit geriebenen Bohrungen für das 8mm Kurbelwellenlager, das 4mm Zylinderdrehzapfenlager und der 1,6mm Bohrung für die Dampfpassagen. Markiere eine Seite. Das Bohren für die Passstifte Baue die Seitenrahmen und die Endblöcke zusammen und richte sie exakt aus. Nimm einen 1,6mm Bohrer und bohre durch die Rahmen in die Endblöcke. Entferne die Rahmen und klebe mit Loctite die Passstifte in die Endblöcke. Warte ca. 20 min bis der Kleber fest ist, entferne sorgfältig den Kleber von den Außenseiten der Endblöcke und schraube die Rahmen wieder an. Alle vier Ecken werden von 1 bis 4 markiert und die Ober und die Unterseite auf den Endblöcken gekennzeichnet. So sind das Zerlegen und der Zusammenbau einfach und rasch möglich. Das Bohren der Dampfkanäle Stecke ein 8mm Rundmaterial durch die Kurbelwellenbohrungen und ein 4mm Rundmaterial durch die Zylinder Drehlager. Die Bohrlehre wird auf die 4mm Achse gesteckt und das untere Ende gegen die Kurbelwellenachse gedrückt, wie im Foto gezeigt. Bohre dann den Dampfkanal mit einem Bohrer ungefähr 8mm tief durch die 1,6mm Bohrung der Bohrlehre. Entferne die Bohrlehre und drehe sie um auf die gegenüberliegende Seite und wiederhole das Ganze für den 2. Dampfkanal. Bohre alle 8 Dampfkanäle auf gleiche Weise. Entferne die Rahmen und bohre die Kanäle mit einem 2,5 mm Bohrer von der jeder Seite bis zur Mitte. Achtung bohre nicht den Dampfkanal nur von einer Seite durch. Bohre dann so tief bis eine Durchgangsbohrung für die Dampfkanäle entsteht. Jetzt werden die restlichen Bohrungen der zwei Endblöcke angefertigt. Auf einen der Blöcke wird das Dampfsteuerventil angebracht. Von der inneren Seite wie im Schnitt B-B gezeigt wird eine Bohrung zum untern Dampfkanal gebohrt. Die Ventilbohrungen werden im Abstand von 6mm wie im Plan gezeigt hergestellt. Zwei Bohrungen gehen durch den Block und haben Anschlüsse für den Dampfein- und Austritt.
- 3. Die dritte Bohrung führt zum oberen Dampfkanal, die vierte zum unteren Dampfkanal. In der Mitte ist die Bohrung für die Achse des Dampfventils. Die Oberfläche des Blocks muss eben und spiegelglatt geschliffen sein, um gut abzudichten. Dies muss auch an den allen Zylinderflächen der Fall sein. Das polieren der Flächen geschieht mit einen feinen Schmirgelleinen in Stufen. Beginnend mit einer Körnung von 120 hinauf, Stufe für Stufe, bis zur Körnung 800. (120, 180,240,320,400, …) Es wir immer solange geschliffen bis keine Spur mehr von der letzten Körung zu sehen ist. Die Bohrungen auf der Innenseite der Endblöcke werden mit Stiftschrauben und Loctite dampfdicht verschlossen. (Siehe Bild) Baue die Rahmen und Endblöcke zusammen. Verbinde mit Kupferrohren(kann auch Messing sein) die unteren Dampfkanäle der einen Seite mit den oberen Dampfkanälen der anderen Seite. Ein Rohr verbindet die Einströmkanäle, das andere Rohr verbindet die Ausströmkanäle. Mit dem Dampfsteuerventil werden die Strömungsrichtungen gewechselt, und damit die Drehrichtung der Maschine bestimmt. Die Lager der Kurbelwelle werden vorsichtig mit Loctite in die Rahmen geklebt. Dabei ist es wichtig die Kurbelwelle einzufetten, einzubauen und bis zum Aushärten des Klebers in den Lagern zu belassen. Danach werden die Ölbohrungen in die Rahmen eingebracht. Reinigen sie alles gründlich und schließen Sie die Die Zylinder werden nach den Plänen gefertigt, Dabei ist zu beachten dass diese 0,3mm kleiner gebohrt und dann mir einer Reibahle auf Endmaß gerieben werden. Der Drehzapfen muss exakt im rechten Winkel moniert werden. Dafür ist es von Vorteil wenn das Gewindeloch auf der Bohrmaschine per Hand hergestellt, (exakt rechter Winkel) und das Gewinde des Zapfens auf der Drehbank geschnitten wird. Der Zapfen wird dann mit Loctite eingeklebt. Die Herstellung der Kolben beginnt mit den Kolbenstangen laut Plan. Die Pleuellager werden fertig gestellt und hart mit den Stangen verlötet. Danach werden die Kolben mit einen Übermaß von 0,5mm
- 4. vorgefertigt und mit den Kolbenstangen verbunden. Auch hier wird mit Loctite geklebt. Danach werden die Kolbenstangen in Die Drehbank eingespannt und auf das vorläufige Endmaß abgedreht. Der Kolben muss streng in die Zylinderbohrung passen. Durch vorsichtiges schleifen mit einer Läpppaste wird der Kolben in den Zylinder eingepasst. Jeder Kolben und Zylinder wird mit der Nummer der Ecke an der er montiert wird gezeichnet. Die Kurbelscheiben werden laut Plan hergestellt und die Kurbelzapfen eingepresst und eingeklebt. Um 90° versetzt werden die Kurbelscheiben auf der Kurbelwelle montiert. Dies macht die Maschine selbstanlaufend. Das Schwungrad kann nach eigenen Ideen gefertigt werden und wird zwischen den Rahmen montiert. Dabei kann sowohl ein Seilrad wie auch ein Zahnrad zur Kraftübertragung mit montiert werden. Die Verrohung kann mit Kupferrohren wie auch mit Messingrohren erfolgen. Beachten sie dabei das vor dem biegen die Rohre ausgeglüht werden. Messingrohr sollte nur in glühenden Zustand gebogen werden. Die Maschine ist sehr drehfreudig und läuft bereist mit 0.3 bar an wenn sie exakt gebaut ist. Das Dampfventil wird aus Messing oder Bronze Rundmaterial hergestellt. Nachdem es fertig gedreht ist und die Mitte mit einen Zentrumsbohrer vorgebohrt ist, wird eine Seite mit wasserfesten Filzstift bemalt. Das Layout der Umsteuerkanäle wird darauf markiert und die Endpunkte mit einem passenden Bohrer gebohrt. Die Kanäle auf der Fräsmaschine hergestellt, und der Rest fertig gedreht. Der Hebel für das Ventil wird gebogen und hart eingelötet. Das Ventil wird an der Unterseite dampfdicht geschliffen. Die Kurbelscheiben werden laut Plan hergestellt und die Kurbelzapfen eingepresst und eingeklebt. Um 90° versetzt werden die Kurbelscheiben auf der Kurbelwelle montiert. Dies macht die Maschine selbstanlaufend.
- 5. Das Schwungrad kann nach eigenen Ideen gefertigt werden und wird zwischen den Rahmen montiert. Dabei kann sowohl ein Seilrad wie auch ein Zahnrad zur Kraftübertragung mit montiert werden. Die Verrohung kann mit Kupferrohren wie auch mit Messingrohren erfolgen. Beachten sie dabei das vor dem biegen die Rohre ausgeglüht werden. Messingrohr sollte nur in glühenden Zustand gebogen werden.
- 6. Die Maschine ist sehr drehfreudig und läuft bereist mit 0.3 bar an wenn sie exakt gebaut ist. Von diesem Grunddesign lassen sich viele Varianten der Maschine bauen. Zum Beispiel eine 4 Zylinder zweifach wirkende Maschine oder eine V-Maschine. Viel Spaß beim bauen.
- 7. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. D 2 D 2 5 1 C C 2 B B 2 4 MATERIAL Oszillierende 4 Zylinder Boxer 5 Baugruppe Dampfsteuerung 1 4 Grundplatte 1 CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker 3 Kolben 4 A 2 Zylinder 4 UNLESS OTHERWISE SPECIFIED DIMENSIONS ARE IN MM A 1 Zylinderträger 1 MATERIAL Oszillierende -- 4 Zylinder Boxer Menge Dampfmaschine POS.-NR. BENENNUNG einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 8. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. D D 164,92 C C 93,29 B B 66,01 MATERIAL Oszillierende 4 Zylinder Boxer CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker UNLESS OTHERWISE SPECIFIED A DIMENSIONS ARE IN MM A MATERIAL Oszillierende -- 4 Zylinder Boxer Dampfmaschine einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 9. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. D D 5 2 6 1 C 4 6 C 6 3 1 B B 6 Verrohrung 1 MATERIAL Oszillierende 4 Zylinder Boxer 5 Kubelwelle 1 4 ISO 7046-1 - M3 x 10 - Z --- 4 CAD GENERATED DRAWING, 10S DO NOT MANUALLY UPDATE Helmut Pirker A 3 Endblock 1 UNLESS OTHERWISE SPECIFIED A 2 Endblock Dampfsteuerung 1 DIMENSIONS ARE IN MM MATERIAL Oszillierende 1 Seitenrahmen 2 -- 4 Zylinder Boxer Dampfmaschine MENGE einfach wirkend POS.-NR. BENENNUNG DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 10. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. 3.10 Durchbohren 3.10 Durchbohren 6,30 X 90° D 6,30 X 90° 165 D 50,80 9,50 Bohren mit Bohrlehre laut Text 19 1,60 25,50 44,50 6,90 C C 4 1 ,6 4 0 11,02 6 15 17,70 19 38 B R3,15 11 B B 6 6 3,40 1 MATERIAL Seitenrahmen CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker UNLESS OTHERWISE SPECIFIED A DIMENSIONS ARE IN MM A 2 MATERIAL Oszillierende Messing 58 4 Zylinder Boxer Dampfmaschine einfach wirkend B (5 : 1) DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 11. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. 2 Durchbohren 3,10 X 118° 2 13,1 3,10 5 D F D 19 2,50 M3 14,50 7,70 6 13 6,70 2 Durchbohren E E 6 20,50 2 8 3,10 5 D 2 Durchbohren 66 41 0 2 3,10 5 C C 14,50 6 7 2,50 M3 F-F F 12,61 14,50 D 6,70 3,10 7 20 12,10 2 Durchbohren 2,50 7 M3 3,10 X 118° 19,68 12,13 B Mit Sitfschraube laut Test verschließen B 2,50 8.50 M3 8 Siehe Text E-E 25,40 6 MATERIAL 2 Oszillierende 4 Zylinder Boxer Siehe Text CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker 10 2 A 1,60 UNLESS OTHERWISE SPECIFIED DIMENSIONS ARE IN MM A Siehe Text MATERIAL Oszillierende -- 4 Zylinder Boxer Dampfmaschine einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 12. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. D 2 15 2,50 5.50 M3 6 D Verschließen lt. Text 7 14 2.50 13 3,10 7 6 6 3,10 7 8 10 41 6 7 C C 19 7,70 Kurbelwellenlager 2 Stk Bronze 9,50 25,40 1 ,6 14,60 0 25,40 6 B 2,50 8.50 M3 B Passstift Dampfkanäle lt. Text bohren Verschließen lt. Text Dampfkanäle lt. Text bohren MATERIAL 60 4 Oszillierende 4 Zylinder Boxer 3 1, CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker UNLESS OTHERWISE SPECIFIED 5,60 A DIMENSIONS ARE IN MM A MATERIAL Oszillierende -- 4 Zylinder Boxer 50,80 14,30 Dampfmaschine einfach wirkend Bohrlehre 2mm Baustahl DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 13. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. D D C C B B MENGE POS.-NR. BENENNUNG MATERIAL Kurbelwellen Gruppe 1 Kurbelwelle 1 CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker 2 Schwungscheibe 1 A 3 Kubelscheibe 2 UNLESS OTHERWISE SPECIFIED DIMENSIONS ARE IN MM A Kurbelscheibe 1 MATERIAL Oszillierende Kurbelstift 1 -- 4 Zylinder Boxer ISO 4029 - M3 x 8-S 1 Dampfmaschine einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 14. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. I M3 3 2,50 13 M3 D D 28 15 3 C I C 50 6 I-I 26 9,50 Schwungrad Automatenstahl/Grauguß Kurbelscheibe Automatenstahl 6 H 9 0° 0 B B R3 6 10 H (2 : 1) 60 6 Kurbelwelle Silberstahl härten MATERIAL Oszillierende 4 Zylinder Boxer 16 CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker UNLESS OTHERWISE SPECIFIED A A 3 DIMENSIONS ARE IN MM MATERIAL Oszillierende -- 4 Zylinder Boxer Kurbelstift Silberstahl härten Dampfmaschine einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 15. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. 41 14 24 J 4, D D 20 20 17 0,40 C C 20 12,30 16 1,60 6 M2 Bohrungen vom Zylinderdeckel übernehmen 1,60 B B J 4 2.60 M4x05 MATERIAL Zylinder CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker UNLESS OTHERWISE SPECIFIED A DIMENSIONS ARE IN MM A MATERIAL Oszillierende Messing / Bronze 4 Zylinder Boxer Dampfmaschine einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 16. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT 0 9 THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. R1 3 D M4x0.5 5 3 14 6,20 D 11.4 4 M4 2 3 25 13,01 0,50 2,50 Zylinderdrehachse Silberstahl härten Zylinder deckel Messing Feder scheibe Messing/Bronze 1 C C 0,40 0,20 8 8 3 7 Feder 6mm Durchmesser Lange 12mm Drahtstärke ca. 0.4 mm 3 6 K (5 : 1) 4,75 4,30 2,40 4.85 M3 K 16 6 R3 B Kolbenstangenfuß B Messing / Bronze R3 10 7 4,30 4,30 14 MATERIAL Kolben Messing 10 Oszillierende 4 Zylinder Boxer 4,85 4 CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker 5 M3 UNLESS OTHERWISE SPECIFIED A DIMENSIONS ARE IN MM A 3 MATERIAL Oszillierende 49,50 -- 4 Zylinder Boxer Dampfmaschine Kolbenstange Silberstahl einfach wirkend DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1
- 17. THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF Helmut Pirker ANY REPRODUCTION IN PART OR WHOLE WITHOUT THE WRITTEN PERMISSION OF Helmut Pirker IS PROHIBITED. 2 5 4 12 D 10,99 4,96 1,50 ,2 7 D 8 3 2,58 11,08 5,93 8 10 8 2 C C 23 6 Dampfventil Messing 3.40 Senken Hebel hart löten 6,30 X 90° 4,50 58 3,40 4.55 2, 83 9,75 17,75 47 B B 63,50 Grundplatte Alu/Messing 28 44 MATERIAL Oszillierende 4 Zylinder Boxer CAD GENERATED DRAWING, DO NOT MANUALLY UPDATE Helmut Pirker UNLESS OTHERWISE SPECIFIED A DIMENSIONS ARE IN MM A MATERIAL Oszillierende -- 4 Zylinder Boxer 67 Dampfmaschine 6 einfach wirkend 3 Durchbohren DO NOT SCALE DRAWING 8 7 6 PDF created with pdfFactory trial version www.pdffactory.com 5 4 3 2 1