Single pass honing vs Multipass honing of valve bodies
•
0 likes•537 views

Single Pass Honing, Multi Pass Honing, Honing Accuracy, Precision Honing

Recommended
More Related Content
Recently uploaded
Recently uploaded (20)
Featured
Featured (20)
Single pass honing vs Multipass honing of valve bodies
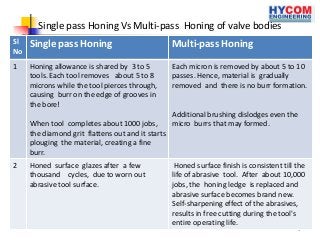
- 1. Single pass Honing Vs Multi-pass Honing of valve bodies Sl No Single pass Honing Multi-pass Honing 1 Honing allowance is shared by 3 to 5 tools. Each tool removes about 5 to 8 microns while the tool pierces through, causing burr on the edge of grooves in the bore! Each micron is removed by about 5 to 10 passes. Hence, material is gradually removed and there is no burr formation. When tool completes about 1000 jobs, the diamond grit flattens out and it starts plouging the material, creating a fine burr. 2 Honed surface glazes after a few thousand cycles, due to worn out abrasive tool surface. Additional brushing dislodges even the micro burrs that may formed. Honed surface finish is consistent till the life of abrasive tool. After about 10,000 jobs, the honing ledge is replaced and abrasive surface becomes brand new. Self-sharpening effect of the abrasives, results in free cutting during the tool's entire operating life. 1
- 2. Single pass Honing Vs Multi-pass Honing of valve bodies Sl No Single pass -honing Multi-pass honing 3 The honed surface has helical groove pattern , less suitable for oil retention. The honed surface with cross hatch pattern provides pockets for oil retention. 4 Less suitable for longer bores(L/D>3); unless there are grooves, chips do not get flushed easily. Same honing accuracy can be achieved for a range of L/D=1 to 10 5 Honing accuracy fully depends of accuracy of bore dia before honing. Camber error(banana shape) can not be corrected. Honing accuracy depends partly on bore accuracy before honing. But correction to camber error and taper is possible. 6 Blind honing is not possible Blind honing is possible 7 Auto-gauging is generally not used as inprocess correction is not possible. Air electronic multi-point in-process gauging automatically leads to correction of bore size 2