fabrication mecanique
•
17 likes•7,137 views

For buy this book https://payhip.com/b/CBfA Fabrication mecanique : Principe de tournage Montre cylindre dans un mandrin Position isostatique Les différentes cotes de fabrication Transferts de cotes

Recommended
More Related Content
What's hot
What's hot (20)
Similar to fabrication mecanique
Similar to fabrication mecanique (20)
More from soufiane merabti
More from soufiane merabti (16)
fabrication mecanique
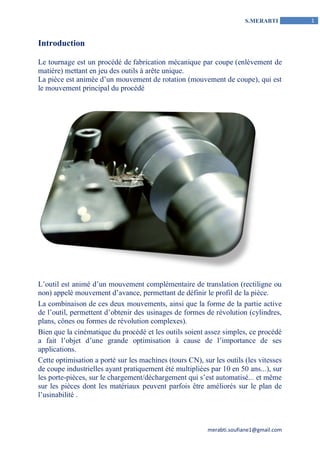
- 1. merabti.soufiane1@gmail.com S.MERABTI 1 Introduction Le tournage est un procédé de fabrication mécanique par coupe (enlèvement de matière) mettant en jeu des outils à arête unique. La pièce est animée d’un mouvement de rotation (mouvement de coupe), qui est le mouvement principal du procédé L’outil est animé d’un mouvement complémentaire de translation (rectiligne ou non) appelé mouvement d’avance, permettant de définir le profil de la pièce. La combinaison de ces deux mouvements, ainsi que la forme de la partie active de l’outil, permettent d’obtenir des usinages de formes de révolution (cylindres, plans, cônes ou formes de révolution complexes). Bien que la cinématique du procédé et les outils soient assez simples, ce procédé a fait l’objet d’une grande optimisation à cause de l’importance de ses applications. Cette optimisation a porté sur les machines (tours CN), sur les outils (les vitesses de coupe industrielles ayant pratiquement été multipliées par 10 en 50 ans...), sur les porte-pièces, sur le chargement/déchargement qui s’est automatisé... et même sur les pièces dont les matériaux peuvent parfois être améliorés sur le plan de l’usinabilité .
- 2. merabti.soufiane1@gmail.com S.MERABTI 2 I. Principe du tournage I.1 Opérations de base En tournage extérieur, on peut souvent dissocier les pièces complexes en profils de coupe élémentaires pour le choix des outils et des paramètres de coupe .Pour faciliter le choix du type d’outil, on peut considérer qu’il existe, en tournage, quatre opérations de base: tournage longitudinal, ou chariotage dressage tournage de cônes contournage En chariotage le mouvement d’avance (mouvement de l’outil) est une translation rectiligne parallèle à l’axe de révolution de la pièce, et cet usinage aura pour effet de réduire le diamètre de la pièce. En dressage, le mouvement d’avance est une translation rectiligne de l’outil perpendiculaire à l’axe, ce qui diminue la longueur de la pièce et génère un plan orthogonal à l’axe. En combinant les deux types de déplacements précédents (avance de l’outil en translation rectiligne oblique/axe), on génère des cônes de révolution. Enfin, en donnant à l’outil une trajectoire plane quelconque (profil de contournage), on peut obtenir une forme de révolution quelconque. Les tours à commandes numériques de contournage permettent de suivre de tels profils, définis géométriquement par des combinaisons d’éléments simples (segments, cercles...) ou analytiquement par une fonction, ou encore point par point dans le cas de profils non définis mathématiquement. Le profil ainsi défini numériquement remplace le concept de gabarit de copiage. Sur un tour CNC, les cas précédents deviennent en fait des cas particuliers du contournage. Ces différentes opérations correspondent à un usinage dit « de génération » ou « d’enveloppe » : la forme obtenue, à l’échelle macrogéométrique, ne doit rien à la forme de l’outil qui l’a générée.
- 3. merabti.soufiane1@gmail.com S.MERABTI 3 En d’autres termes, la forme obtenue dépend uniquement de la trajectoire de l’outil, à la rugosité près. À l’opposé, les gorges, filetages, etc., sont obtenues par reproduction dans la pièce du profil de l’outil et sont qualifiés d’usinage « de forme »: a) travail d’enveloppe, chariotage b) travail de forme typique : filetage usinage d’une gorge. Opérations de base en tournage Dressage Enfin, il existe bien sûr l’homologue de toutes ces opérations en travail intérieur de la pièce, de manière à réaliser aussi des alésages, chambrages... Si la cinématique du procédé est semblable, les corps d’outils sont radicalement différents pour des problèmes d’accès et d’encombrement. Les problèmes concrets relatifs aux usinages intérieurs (accès, encombrement, flexions d’outils, lubrification, évacuation de copeaux...) sont souvent beaucoup plus délicats que pour les usinages extérieurs. I.2 Paramètres de coupe en tournage I.2.1 Vitesse de coupe La pièce est entraînée sur le tour à une certaine vitesse w rad/s (soit N tr/min), cette vitesse angulaire étant communiquée par la broche de la machine via le porte-pièce. Compte tenu du diamètre de la pièce au point d’usinage situé sur un diamètre D, la vitesse relative de la pièce en ce point par rapport à l’outil (supposé fixe par rapport à la machine) vaut : Vc= C/2 x ω Cette vitesse est appelée vitesse de coupe ; soit, avec les unités traditionnelles de la fabrication mécanique : N = 1000 x Vc / π D
- 4. merabti.soufiane1@gmail.com S.MERABTI 4 Il convient d’observer que la vitesse de coupe n’est constante que si la vitesse de broche et le diamètre de la pièce demeurent inchangés. En dressage, par exemple où l’outil se déplace en direction du centre, la vitesse de coupe varie continuellement si la rotation de la pièce s’effectue à une vitesse de broche constante. Sur un grand nombre de tours modernes, la vitesse de broche augmente au fur et à mesure que l’outil approche de l’axe, afin de compenser ainsi la diminution de diamètre. Mais dans le cas de très petits diamètres, cette compensation se révèle impossible du fait de la plage de vitesse limitée qu’autorisent les machines. De même, lorsqu’une pièce, comme cela est souvent le cas, présente des diamètres différents ou est de forme conique ou courbe, la fréquence de rotation doit être corrigée en fonction du diamètre, pour maintenir la vitesse de coupe constante. Le préparateur choisit cette vitesse de coupe en fonction, notamment : des matériaux de la pièce et de l’outil de la lubrification de la durée de vie souhaitée pour l’outil ; des valeurs des autres paramètres de coupe (avance, profondeur de passe...). Définition des trois variables : vitesse de coupe Vc , diamètre D, vitesse de rotation N I.2.2 Vitesse d’avance vf. Avance par tour f La vitesse d’avance vf (mm/min) est la vitesse à laquelle la machine déplace l’outil par rapport au bâti. L’avance par tour f (mm/tr) est la valeur du déplacement de l’outil, lorsque la pièce a effectué une révolution. C’est une donnée clé pour la qualité de la surface usinée. I.2.3 Profondeur de coupe ap En chariotage, la profondeur de coupe ap (mm) est la différence de rayon entre la surface non usinée et la surface usinée (c’est-à-dire la moitié de la différence entre le diamètre non usiné et le diamètre usiné). La profondeur de coupe est toujours mesurée perpendiculairement à la direction de l’avance et non pas suivant l’arête de l’outil.
- 5. merabti.soufiane1@gmail.com S.MERABTI 5 Machine de tournage Les mouvements cités ci-dessus sont communiquée simultanément à l’outil et à la pièce à l’aide d’un machine qu’on appelle TOUR. Il existe plusieurs types de tours, ils se distinguent les uns des autres par leurs formes, dimensions, précision d’usinage, puissance et capacité de productions. Néanmoins, ils présentent sensiblement la même disposition générale d’agencement des organes mécaniques. Tour à charioter et à fileter II- Support et entraînement des pièces sur un tour Il existe trois principaux montages de la pièce à usiner sur le tour : Montage en l’air : C’est un montage sur mandrin effectué pour les pièces courtes (L< 4D). Une des extrémités est fixée sur le mandrin alors que l’autre reste libre Montage en l’air
- 6. merabti.soufiane1@gmail.com S.MERABTI 6 Montage entre-pointes : Pour l’usinage des pièces longes (L < 8D), en utilise le montage entre pointes. La pièce est soutenues par ses deux extrémités par deux pointes plus lunette Montage entre-pointe Montage mixte : Il est utilisé pour des pièces relativement longes (4D < L < 8D). Une des deux extrémités est fixée sur le mandrin alors que l’autre extrémité est soutenue par de la poupée mobiles Montage mixte III- position isostatique Principe général Il faut éliminer 6 degrés de liberté et pas un de plus. Globalement, avec quelques variantes possibles le principe général est le suivant : 3 normales (1, 2, 3) parallèles entre elles et non alignées 2 normales (4, 5) parallèles entre elles et ne formant par une perpendiculaire aux 3 normales précédentes. 1 normale (6) perpendiculaire aux 5 précédentes.
- 7. merabti.soufiane1@gmail.com S.MERABTI 7 Montre cylindre dans un mandrin a- CENTRAGE COURT un APPUI PLAN (Normale 1, 2, 3) sur l’arrière de la pièce (fond des mors doux sur le mandrin) un CENTRAGE COURT (Normale 4, 5) sur le diamètre (ici extérieure) de la pièce. On ne peut pas supprimer le degré de liberté correspondant à la rotation sur l’axe de révolution. On doit donc supprimer 5 degrés de liberté ici l’axe …. Centrage Court : L< 0.3DLa surface la plus importante est le plan perpendiculaire à l’axe de révolution. Pour éliminer le maximum de degré de liberté on lui associe une liaison appui plan. Il reste (5-3=2) degrés de liberté qui correspondent à 2 translations. Pour éliminer les 2 degrés de liberté restant (2 translations), on utilise une liaison linéaire annulaire sur la surface cylindrique. b- CENTRAGE LONG un CENTRAGE LONG (Normales 1, 2, 3, 4) sur le diamètre (ici extérieure) de la pièce. un APPUI PONCTUEL (Normale 5) sur l’arrière de la pièce (butée de mandrin) Centrage Long : La surface la plus importante est la surface cylindrique. Pour éliminer le maximum de degré de liberté on lui associe une liaison pivot. Il reste (5-4=1) degré de liberté qui correspond à 1 translation. Pour éliminer la translation restante, on utilise une liaison ponctuelle sur le plan perpendiculaire à l’axe de révolution.
- 8. merabti.soufiane1@gmail.com S.MERABTI 8 Les différentes cotes de fabrication Cote machine : Cm Ce sont des cotes séparant une surface de mise en position (ou l’axe de la pièce en tournage) et la surface usinée. La cote machine est obtenue par réglage de l’outil par rapport au référentiel de mise en position de la pièce. Exemple : les cotes Cm1, Cm2 et Cm3 sont des cotes obtenues par réglage de l’outil. Ce sont des cotes machines. Cm3 Cm2 Cm1 Cote outil : Co La forme de la surface usinée est définie par la forme de l’outil. Exemple 1 : Diamètre obtenu par perçage et par un outillage comprenant deux outils liés ensembles. Exemple : largeur d’une rainure obtenue par outil à rainurer
- 9. merabti.soufiane1@gmail.com S.MERABTI 9 Transferts de cotes B= ퟓퟓ±ퟎ.ퟐ C= ퟒ±ퟎ.ퟎퟓ A= ퟒퟎ±ퟎ.ퟑ Cm1 A C Cm1 B IT(A) = IT(B) + IT(C) + IT(Cm1) IT(Cm1) = IT(A) – IT(C) – IT(B) IT(Cm1) = 0.6 - 0.4 – 0.1 = 0.1 Transfert de cote possible Cm1min = Bmax –Amax - Cmin = 55.2 – 40.3 - 3.95 = 10.95 Cm1max = Bmin – Amin - Cmax = 54.8 – 39.7 - 4.05 = 11.05 Donc Cm1 = ퟏퟏ±ퟎ.ퟎퟓ
- 10. merabti.soufiane1@gmail.com S.MERABTI 10 B= ퟏퟖ±ퟎ.ퟐ C= ퟑ±ퟎ.ퟎퟓ Cm2 A = ퟏퟏ±ퟎ.ퟏ A C Cm2 B IT(Cm2) = IT(A) – IT(B) – IT(C) = 0.2 – 0.4 – 0.1 = - 0.3 Transfer de cote impossible IT(Cm2) = IT(B) = IT(C) = IT(A)/3 = 0.2/3 = 0.066 Cm2min = Bmax – Amax – Cmin = 18.066 – 11.1 – 2.934= 4.032 Cm2max = Bmin – Amin – Cmax = 17.934 – 10.9 – 3.066 = 3.968 Cm2 = ퟒ±ퟎ.ퟎퟑퟑ